Page:EB1911 - Volume 27.djvu/44
necessary movements save the simple reciprocating stroke are imparted to the compound table on which the work is carried. These include two linear movements at right angles with each other and a circular motion capable of making a complete circle. Frequently a tilting adjustment is included to permit of slotting at an angle. The slotting machine has the disadvantage of an arm unsupported beyond the guides in which it moves. But the compound movements of the table permit of the production of shapes which cannot be done on planers and shapers, as circular parts and circular arcs, in combination with straight portions. Narrow key grooves in the bores of wheels are also readily cut, the wheels lying on the horizontal table, which would only be possible on planer and shaper by the use of awkward angle brackets, and of specially projecting tools.
Quick return in planers is accomplished by having two distinct sets of gearing—a slow set for cutting and a quick train for return, each operated from the same group of driving pulleys. The return travel is thus accomplished usually three, often four, times more quickly than the forward rate; sometimes even higher rates are arranged for. In the shaper and slotter such acceleration is not practicable, a rate of two to one being about the limit, and this is obtained not by gears, but by the slotted crank, the Whitworth return, on shapers and slotters, or by elliptical toothed wheels on slotters. The small machines are generally unprovided with this acceleration.
The double-cutting device seems at first sight the best solution, and it is adopted on a number of machines, though still in a great minority. The pioneer device of this kind, the rotating tool-box of Whitworth, simply turns the tool round through an angle of 180° at the termination of each stroke, the movement being self-acting. In some later designs, instead of the box being rotated to reverse the tool. two tools are used set back to back, and the one that is not cutting is relieved for the time being, that is tilted to clear the work. Neither of these tools will plane up to a shoulder as will the ordinary ones.
Allied Machines.—The reciprocation of the tool or the work, generally the former, is adopted in several machines besides the standard types named. The plate-edge planer is used by platers and boiler makers. It is a side planer, the plates being bolted to a bed, and the tool traversing and cutting on one or both strokes. Provision is often included for planing edges at right angles. The key-seaters are a special type, designed mainly to remove the work of cutting key grooves in the bores of wheels and pulleys from the slotting machine. The work is fixed on a table and the keyway cutting tool is drawn downwards through the bore, with several resulting practical advantages. Many planing machines are portable so that they may be fixed upon very massive work. Several gear-wheel cutting machines embody the reciprocating tool.
III.—Drilling and Boring Machines
The strict distinction between the operations of drilling and boring is that the first initiates a hole, while the second enlarges one already existing. But the terms are used with some latitude. A combined drilling and boring machine is one which has provision for both functions. But when holes are of large dimensions the drilling machine is useless because the proportions and ears are unsuitable. A 6-in. drill is unusually large, but holes are bored up to 30 ft. or more in diameter.
Types of Machines.—The distinction between machines with vertical and horizontal spindles is not vital, but of convenience only. The principal controlling element in design is the mass of the work, which often determines whether it or the machine shall be adjusted relatively to each other. Also the dimensions of a hole determine the speed of the tools, and this controls the design of the driving and feeding mechanism. Another important difference is that between drilling or boring one or more holes simultaneously. With few exceptions the tool rotates and the work is stationary. The notable exceptions are the vertical boring lathes already mentioned. Obviously the demands made upon drilling machines are nearly as varied as those on lathes. There is little in common between the machines which are serviceable for the odd jobs done in the general shop and those which are required for the repetitive work of the shops which handle specialities. Provision often has to be made for drilling simultaneously several holes at certain centres or holes at various angles or to definite depths, while the mass of the spindles of the heavier machines renders counter-balancing essential.
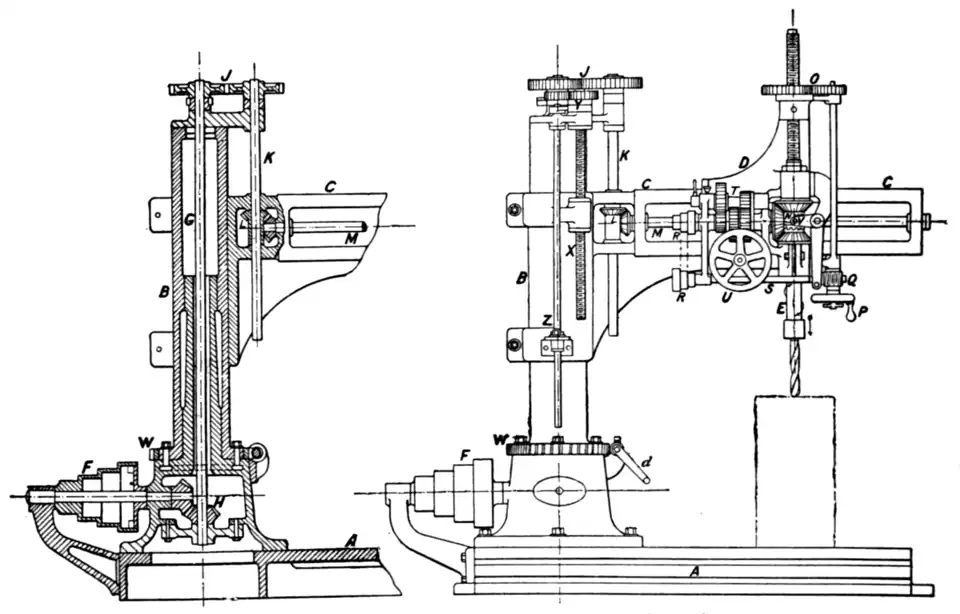
Fig. 46.—Pillar Radial Drilling Machine, 5 ft. radius.
A, Base-plate.
B, Pillar.
C, Radial arm.
D, Spindle carriage.
E, Drill spindle.
F, Main driving cones driving vertical shaft G
through mitre-gears H.
J, Spur-wheels, driving from C to vertical shaft K.
L, Mitre-wheels, driving from K to horizontal shaft M, having its bearings in the radial arm.
N, Nest of mitre-wheels driving the wheel spindle E from M.
O, Feed-gears to drill spindle, actuated by hand-wheel P or worm-gears Q.
R, R, Feed cones driving from shaft M to worm-shaft S, for self-acting feed of drill.
T, Change-speed gears.
U, Hand-wheel for racking carriage D along radial arm C.
V, Clutch and lever for reversing direction of rotation of spindle.
W, Worm-gear for turning pillar B.
d, Handle for turning worm.
X, Screw for adjusting the height of the radial arm.
Y, Gears for actuating ditto from shaft C.
Z, Rod with handle for operating elevating gear.
Bench Machines are the simplest and smallest of the group. They are operated either by hand or by power. In the power machines generally, except in the smallest, the drill is also fed downwards by power, by means of toothed gears. The upper part of the drilling spindle being threaded is turned by an encircling spur-wheel, operated very slowly by a pinion and hand-wheel by the right hand of the attendant, the movement being made independent of the rotation of the spindle. A rack sleeve encircling the spindle is also common. In the power machines gears are also used, but a belt on small cone pulleys drives from the main cone shaft at variable speeds. From three to four drilling and feeding speeds are provided for by the respective cone pulleys. Work is held on or bolted to a circular table, which may have provision for vertical adjustment to suit pieces of work of different depths, and which can usually be swung aside out of the way to permit of deep pieces of work being introduced, resting on the floor or on blocking.
Wall Machines.—One group of these machines resembles the bench machines in general design, but they are made to bolt to a wall instead of on a bench. Their value lies in the facilities which they afford for drilling large pieces of work lying on the floor o on blocking, which could not go on the tables of the bench machines. Sometimes a compound work-table is fastened to the floor beneath; and several machines also are ranged in line, by means of which long plates, angles, boilers or castings may be brought under the simultaneous action of the group of machines. Another type is the radial arm machine, with or without a table beneath. In each case